





Шариковый винт с ЧПУ

базовое описание
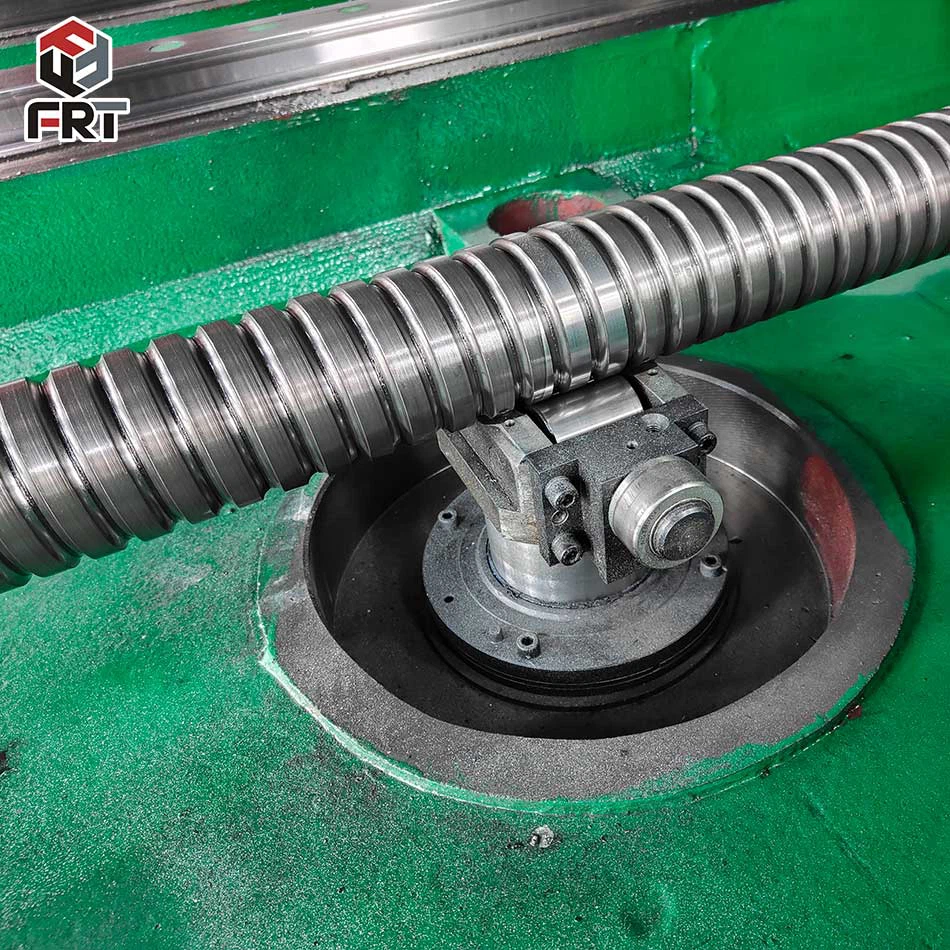
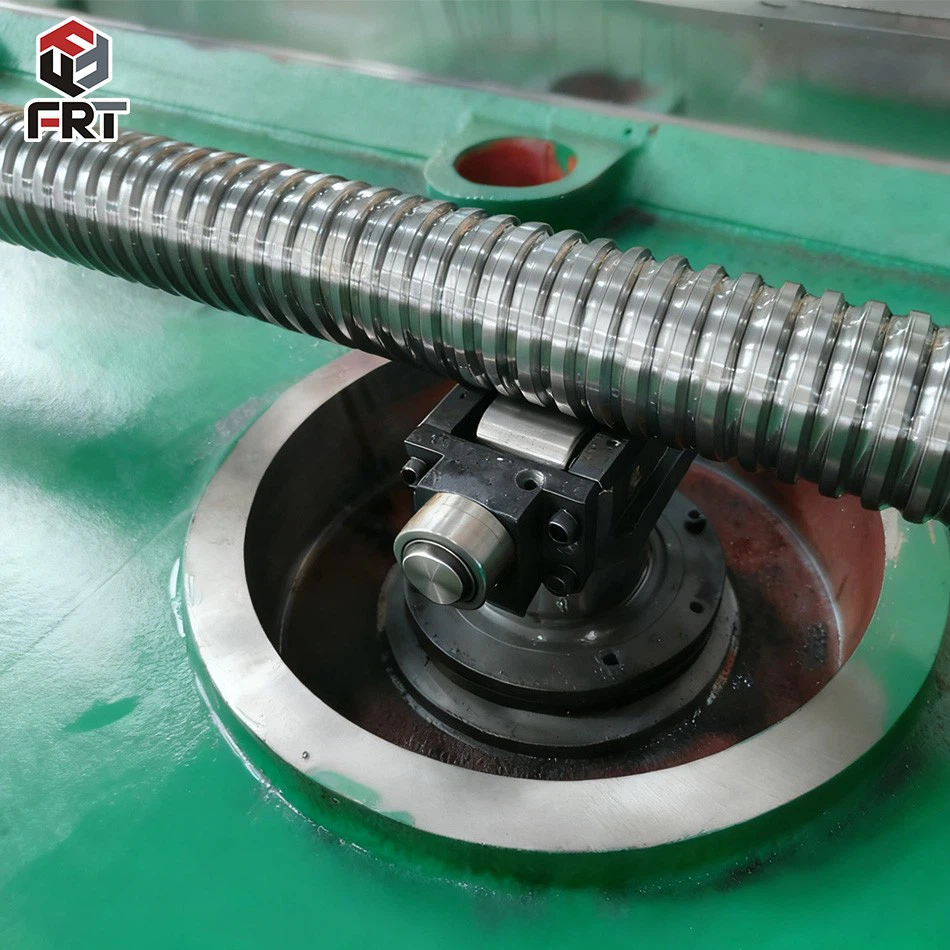
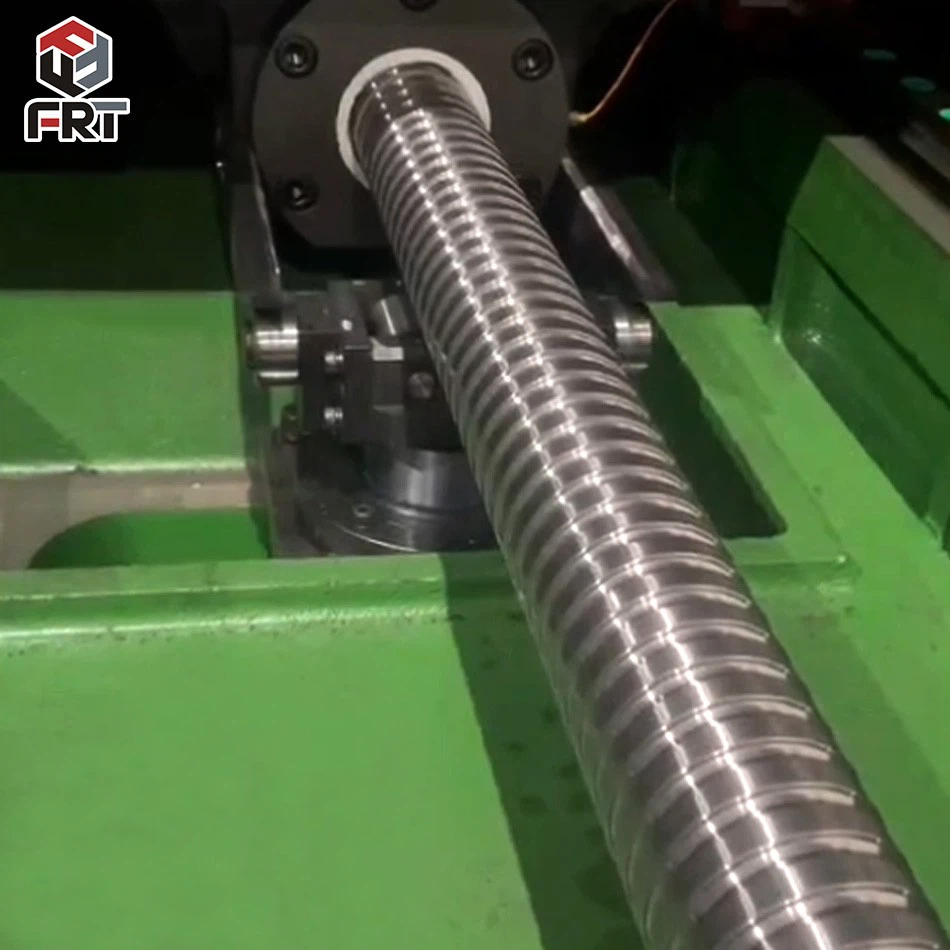
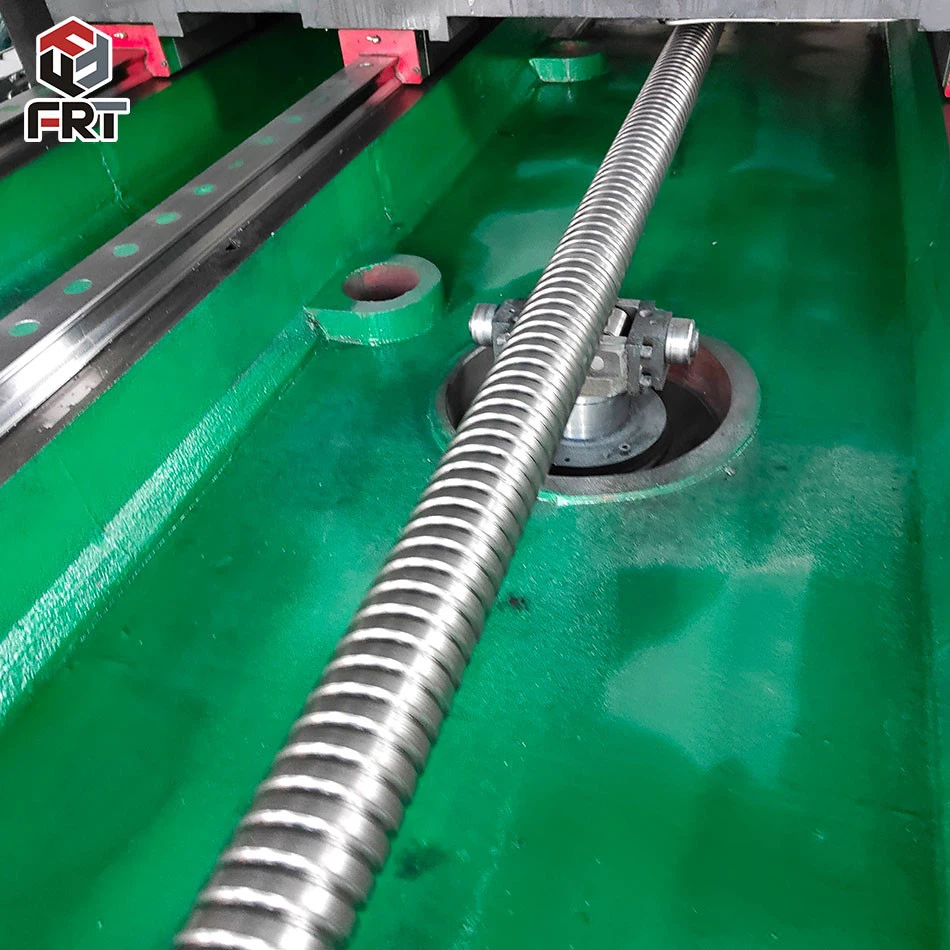
Являясь основным компонентом передачи в оборудовании с ЧПУ, шарико-винтовые передачи с ЧПУ отличаются высокой точностью и низкими-характеристиками передачи, компактной конструкцией и удобством сборки и разборки. Во время работы они демонстрируют низкое сопротивление трения, меньшее энергопотребление и небольшой люфт трансмиссии, что эффективно снижает отклонение подачи и повышает скорость обработки заготовки. Они совместимы с различными автоматизированными станками с ЧПУ, стабильно выполняя быструю подачу, точное позиционирование и микро-регулировку. Они нелегко деформируются и не изнашиваются при длительном-использовании, что обеспечивает долгий срок службы. ШВП являются незаменимыми базовыми компонентами для повышения эффективности обработки и качества оборудования с ЧПУ, удовлетворяя как общие потребности в механической обработке, так и высокие-стандартные применения, такие как прецизионное изготовление пресс-форм и чистовая обработка оборудования.
изображение

Параметр модели шарико-винтовой пары для расточного станка с ЧПУ Gantry mil/floor
|
Модель |
Номинальный диаметр (мм) |
Свинец (мм) |
Диаметр шара (мм) |
Номинальная динамическая нагрузка (кН) |
Номинальная статическая нагрузка (кН) |
Класс точности |
|
FF5010 |
50 |
10 |
7.144 |
96 |
215 |
C3/C5 |
|
FF6316 |
63 |
16 |
9.525 |
138 |
325 |
C3/C5 |
|
FF8020 |
80 |
20 |
11.112 |
186 |
452 |
C3/C5 |
|
FF6320 |
63 |
20 |
9.525 |
145 |
332 |
C5 |
|
FF8025 |
80 |
25 |
11.112 |
192 |
460 |
C5 |
|
Модель |
Совместимые положения осей станков |
Основные применимые сценарии |
|
FF5010 |
Ось W-: подача расточной оправки, подача боковой фрезерной головки |
Точная-настройка подачи и точное-перемещение на небольшой диапазон для расточных станков напольного-типа |
|
FF6316 |
Ось Z-: подача шпинделя, стол для тяжелых условий эксплуатации- |
Тяжелая обработка на портальных фрезерных станках, основная подача на расточных станках напольного-типа |
|
FF8020 |
Длинный ход X/Y, подъем балки |
Длинный-ход и перенос высоких-нагрузок в больших портальных фрезерных станках |
|
FF6320 |
Высокоскоростная-ось подачи |
Операции быстрой подачи на-тяжелых станках |
|
FF8025 |
Мощная-ось ускоренного перемещения |
Операции быстрой подачи на-тяжелых станках |
технические параметры шарико-винтовой передачи с ЧПУ
| Элемент | Стандартные параметры |
| Материал винта | GCr15 / Цементация легированной конструкционной стали |
| Твердость закалки | ХРК60±2 |
| Структура предварительной загрузки | Двойная предварительная нагрузка гайки, отсутствие люфта трансмиссии |
| Тип монтажа | Фиксированный-Фиксированный тип (стандарт для сверх-длинного хода) |
| Применимый ход | 1500-8000 мм, настраиваемый |
| Точность позиционирования | Меньше или равно 0,008 мм/300 мм. |
| Аксессуары | Телескопический пылезащитный чехол, стальной кожух ремня |
| Условия подачи заявки | Тяжелая нагрузка, непрерывная-длительная резка |
Как выбрать шарико-винтовую передачу с ЧПУ
Сначала рассчитайте фактическую нагрузку, чтобы убедиться, что она ниже номинальных динамических и статических нагрузок, обеспечивая достаточный запас прочности. Еще больше уменьшите использование нагрузки в условиях воздействия тяжелых-нагрузок, чтобы предотвратить деформацию и повреждение винтов.
Во-вторых, выберите класс точности в зависимости от требований к расположению оборудования. Марка C5 предпочтительна для прецизионной обработки, а марка C7 подходит для общего оборудования с ЧПУ, что позволяет избежать слепого использования более высоких спецификаций, которые увеличивают затраты. Разумно подбирайте диаметр и ход винта, строго контролируя соотношение длины-к-диаметру при длинных ходах, чтобы обеспечить жесткость конструкции и избежать проблем с резонансом при работе на высоких-скоростях.
Одновременно соизмеряйте опережение с рабочей скоростью, балансируя эффективность трансмиссии и выходную тягу, и строго соблюдайте диапазон значений DN, чтобы предотвратить высоко-температурный износ. Что касается предварительного натяга, отдайте предпочтение конструкции с двумя-гайками, выбрав соответствующий уровень предварительного натяга в зависимости от веса нагрузки, чтобы устранить люфт трансмиссии и повысить эксплуатационную стабильность.
Во время выбора также проверьте критическую скорость и срок службы, подбирая подходящий метод установки концевой-опоры, чтобы адаптировать его к структуре трансмиссии станка. В повседневной работе учитывайте соосность установки, защиту от смазки и рабочую скорость, чтобы обеспечить точность обработки и стабильность работы оборудования с ЧПУ, одновременно продлевая срок службы винтов, балансируя между практичностью и экономичностью.
горячая этикетка : шариковый винт с чпу, производители шариковых винтов с чпу в Китае
Предыдущая статья
БесплатноСледующая статья
Рабочий стол станка с ЧПУВам также может понравиться






Отправить запрос